- 服务热线
- 产品搜索
- 新闻中心
- 更多>>
- [04-22]有认证的再生无纺布(...
- [03-30]GRSPP无纺布市场...
- [03-30]有GRS审核资格的第...
- [03-30]GRS无纺布:绿色革...
- [03-30]GRS认证的无纺布的...
- [05-14]什么是熔喷布?,熔喷...
- [05-26]新冠病毒疫情期间要戴...
- [09-17]印刷无纺布过程中应该...
- [07-13]PP无纺布的各种常用...
- [11-18]覆膜无纺布与淋膜无纺...
- [05-08]无纺布袋子的印刷工艺...
- [09-17]无纺布印刷印花怎么样...
- [11-10]熔喷无纺布的特点与功...
- [04-12]无纺布的印刷方式与特...
- [02-07]装食品的袋子是用无纺...
薄型涤纶纺粘无纺布试纺工艺
涤纶纺粘无纺布布具有强度高、耐气候性强、电绝缘性能好等优点,产品在工业、农业等各个领域得到了越来越广泛的应用,而且其生产技术不断进步,产品品种、质量与性能也在不断提高。但作为一些特殊用途(如电缆包布、过滤膜、农业用布等)的薄型产品,影响其质量的因素较多,控制起来比较困难。本文将通过试纺20g/m2薄型涤纶纺粘无纺布布进行一些工艺条件探讨。
一、原料及其指标
仪化集团佛山化纤有限公司生产的长丝级半消光聚酯切片,特性黏度:6 8.2 mL/g;熔点:2 62.6℃;凝聚粒子:0.25个/m g;端羧基含量:23mol/t;水分:0.2%;灰分:0.04%o
二、设备
中原干燥公司制造的沸腾式预结晶器/充填式干燥器:OKTT-8,800kg/h;大连华阳公司制造的H Y F系列纺丝机,螺杆挤出机135.25C,纺丝箱体双面操作,两排丝束(单排32柬丝,共64束),丝束间距108mm,两排丝束距离75ram,喷丝板规格圆形f 75×O.22×72孔;牵伸器型式:管式气流牵伸;摆丝机:不锈钢摆片,摆丝频率800Hz;成网机:网宽3.5m,下吸风式双风机排风;热轧机:德国寇司德双辊热轧机。
三、工艺流程。
切片输送->结晶干燥->挤出机熔融->计量纺丝侧吹风冷却->牵伸器牵伸->摆丝机分丝->成网机成网->热扎机定型->卷绕->分切叶成品
试验采用的工艺条件见下图。
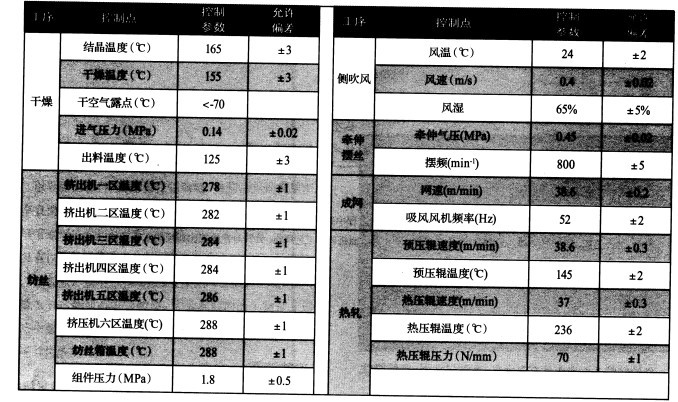
四、结果与讨论
(1)切片含水率。涤纶纺粘无纺布布的纺丝技术同普通涤纶长丝相近,都对干切片含水有较高要求,一般要求干燥后切片含水率在冬3×10-3%以下'否则在纺丝的过程中会不断出现断丝、烛头丝等,影响正常生产,且断丝、烛头丝这些未牵伸丝会随着气流飘落到成网机台上,进而影响无纺布布布面的均匀度。
(2)纺丝工艺。生产薄型产品可以参照生产涤纶细旦丝的工艺进行。由于熔体流速慢,纺丝温度不易过高,防止熔体产生降解;熔体过滤器过滤精度要稍高些;组件压力也要稍高,有利于熔体从喷丝板喷出。在生产20g/m2产品时,纺丝温度控制为288℃,过滤精度为1 5斗m,组件压力为1.8MPa,纺丝效果较好o
(3)牵伸气压。由于生产薄型产品,单丝线密度较低,牵伸气压太高,牵伸力较大,丝条运行速度快,丝束之间扰动强烈,容易引起断丝,生产稳定性差。牵伸气压太低,牵伸力较小,丝条牵伸不足,有僵丝出现,影响产品质量。本次生产所用的牵伸气压为0.45MPa。
(4)生产速度。涤纶纺粘无纺布布生产高定量的产品,如150g/m2、200g/m2,一般采取低速生产工艺,而生产低定量的产品,如30g/m2以下的产品,一般采取相对较高的速度进行生产;随着生产速度提高,对设备的稳定运行、工艺条件的精确控制要求就高,产品质量将越难控制;因此要结合纺丝、成网、产品质量等因素综合考虑,针对一定的设备和工艺,不断摸索出适合的最佳工艺条件;经过多次试验,本次生产速度选定为38.6m/min。
(5)侧吹风冷却。涤纶长丝由喷丝板喷出,熔体带有一定的能量,必须有二定的温度、湿度、流速的冷却空气将其交换带出,此为侧吹风冷却。在这个过程中,要保持侧吹风出风为均匀的层流状态,横向风速极差要小于1 5%,防止因侧吹风的波动,造成丝条牵伸点的漂移,引起牵伸不匀,或丝条绞缠成索状;反应在布面上,能看到丝条粗细不一,或形成明显的条筋,造成布面多孔眼或局部稀薄。在纺制20g/m2产品时,侧吹风风速控制在0.4m/s左右,风温控制在23~25℃之间,湿度控制为65%比较合适. ~
(6)成网机。成网是纺粘无纺布布中一个重要的工序,技术难度高,因为在纺丝牵伸后形成的长丝必须在很短的时间内分丝成网。由于长丝运动速度高,而牵伸气流速度更高,控制气流运动难度更大,因此在纺粘无纺布布生产过程中,纺丝成网均匀度很难得到有效控制。
在实际生产中,一般通过以下方法来提高产品质量:在成网机上方前后加装两台静电电压为1.O×104V的静电消除装置,来解决布面运行过程的静电累计;在成网机前部、后部分别采用两道下吸风装置,增强排风速度,前道风机风压控制在1.37~1.47kPa,后道风机风压控制在1.57~1.67kPa,使产品能更好地吸附在成网机的网帘上,解决局部翻网布面不均匀问题;通过改装下吸风流道,改善气流组织,使无纺布布上表面负气压均匀度比较均一。
(7)热轧机轧辊温度、压力。热轧机轧辊温度的作用是将纤网中的纤维软化、熔融,使纤维主体黏合在一起,固结成布。按一般规律,轧辊的表面温度应高于涤纶纤维的软化点10~20℃。轧辊温度低,无纺布布仅有少部分纤维软化粘连,产品强力低;轧辊温度高,无纺布布大部分纤维软化粘连,纤维失去原有形态,性质变脆,产品强力下降;本次生产采用先将无纺布布预热到145℃后再定型加热到236℃的工艺方式,产品效果较好。
热轧机轧辊压力的作用是改善轧辊热量向纤网的传递。在轧辊压力的作用下'软化熔融的纤维流动、扩散并粘连在一起,固结成布。轧辊压力低时,轧点处纤维密度低,无纺布布粘连强度低,导致无纺布布强力低;轧辊压力高时,影响纤维熔融后流入到轧点处,造成轧点处纤维变薄,纤维密度低,也将导致无纺布布强力低。因此,必须控制好热轧机的轧辊压力。本次生产采用轧辊压力为70N/fmm的工艺条件,生产效果较好。
五、结论
实践证明,从切片含水率、纺丝工艺、侧吹风冷却、牵伸气压、生产速度、成网机理、热轧机轧辊温度和压力等方面加以调整、改善,同时加强生产管理,可生产出高质量的20g/m2薄型纺粘无纺布布产品。
| 上一篇:无纺布持续增长为化纤带来积极信号 | 下一篇:电汇隔膜量价齐升 |
 |
|